|
一、成型加工样品: 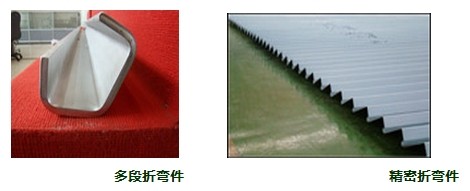
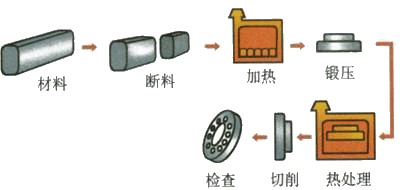
二、成型加工工艺流程
三、成型加工工艺介绍
(1)不锈钢冷弯成型加工.
冷弯广泛用于不锈钢薄板和带钢制作部件。冲床基本上是开式单动、机械或液压传动的,有一个狭长的工作台。该机仅能生产直线部件,但是熟练的工具设计人员也可用该机生产形状复杂的部件。冷弯冲床所生产的部件长度取决于不锈钢原来的类型和厚度以及机器的功率和所能安装工具的尺寸。有些大型冲床如长11米、标准的900吨冷弯冲床,可以生产长度为9m,厚度为8.0mm的奥氏体不锈钢冷弯件。为了尽量降低不锈钢的擦伤,冷弯冲床的工具通常用铬含量为12%的热作模具钢制造,而且还可使用塑料膜来作为进一步的保护措施。
利用冷弯冲床的通用模具生产小批量的通用部件是相当经济的,但如果使用专用模具来生产特殊形状要求的部件,就需要大的批量来降低模具加工费用,以满足其经济性。
(2)不锈钢辊轧成型加工.
辊轧成型方法是使用一组连续机架把不锈钢轧成复杂形状的产品,适用于板材和异型线材的生产。轧辊的顺序是按照让产品渐次形变的原则进行设计的,轧机采用自动化控制,每个机架的辊型可渐进连续轧压,直到获得所需的最终产品形状。如果部件的形状复杂,最多可用三十六个机架,但形状简单的部件,三、四个机架就可以了。轧辊常采用冷作模具钢制作,硬度一般在HRC62以上,同时为了保证轧压后工件表面的光洁度,对轧辊表面的光洁度要求也很高。
采用辊轧成型技术生产大批量的长型件是经济的。对于常规的板材轧机来说,可以加工的带钢宽度范围是2.5 mm~1500mm,厚度是0.25 mm~3.5mm;对于常规的线材轧机来说,可以加工的线材宽度范围是1 mm~30mm,厚度是0.5 mm~10mm。采用辊轧成型方法所加工部件形状多样,可以从简单的平面到复杂的、闭合的断面。
一般来说,由于刀具、模具加工和设备成本高,对于不锈钢板材月产量在30000米以上时采用辊轧成型工艺才经济,对于不锈钢线材月产量则要达到1000T以上。无论是板材还是线材的辊轧生产,都必须保证原材料的表面光洁,并定期检查模具表面,以防表面污染和擦伤,而且设备还需要具有承受不锈钢冷作硬化和较高的回弹余量的能力。
(3)不锈钢冲压成型加工.
该技术采用冲床和模具来生产所需的产品形状,国内的不锈钢冲压成型生产常见于不锈钢厨具生产企业,不锈钢锅、盆需要深冲压成型,厨具的手柄也需要冲压折弯、拍扁。冲床可以是机械传动的,也可以是液压传动的,但是深冲时最好还是用液压传动的,因为在冲程全长上液压冲床都能提供满载压力。
绝大多数传统技术可用于不锈钢的冲压成型,但因为冲压不锈钢所需要的力量要比冲压低碳钢所需的力量大60%以上,所以冲床的机架应能承受如此大的冲击力量。而且,解决划伤问题也很关键,特别是冲压不锈钢时的高摩擦力和高温所造成工件表面的划伤。常用的肥皂液或乳化液效果不好,应使用专用的冲压润滑油或含有特高压添加剂的润滑油,但因为这种特高压添加剂会对不锈钢表面造成腐蚀,所以在冲压成型后应当清除掉工件表面的油迹。
由于冲压模具加工成本较高,只有在大批量生产时才采用冲压成型的技术。
(4)不锈钢橡胶衬垫成型加工.
采用橡胶衬垫成型技术可以大幅度降低模具加工成本,可用来生产小批量的产品。
该技术采用的成型机构是使用成本不高的材料制成的,例如用硬木或钢筋环氧树脂来作阳模,利用橡胶垫来制作阴模。橡胶可以是实心橡胶块,也可以是层状橡胶块,其深度要比成型机构高出30%左右。在成型机构闭合时,橡胶块将不锈钢坯料挤压成型,当成型机抬起时,橡胶垫复原,橡胶衬垫可以反复使用。
利用橡胶衬垫成型的工艺特性决定了其无法用来生产复杂形状的产品,而且所生产部件的最大深度也受到限制,这种工艺通常用来生产厚度在1.5mm以下的小批量不锈钢部件。
(5)不锈钢折边成型加工.
折边机作为简单的弯曲机,既可以是手动的,也可以是机动的。简单的方法是用有弯曲半径的模型把钢板牢固地固定在机床工作台上,伸出的部分材料放在另一个工作台上,该工作台能沿弯曲半径中心旋转。当活动工作台上升时,它把不锈钢弯曲到所需的角度,很明显,当进行弯曲时,不锈钢在工作台上滑动。所以,为防止划伤不锈钢,工作台表面必须平滑。在实际加工过程中,通常用塑料膜保护不锈钢表面。
上梁片通常做成楔形以便形成间隙,这样就可用适当形状的坯料折边成四边形箱或槽。折边机曾经用于生产大尺寸形状简单的不锈钢薄板制品,但是这些产品目前更多是用冷弯冲床生产的。
(6)不锈钢筒体成型加工.
通常采用弯板方法来生产各种用途的用薄板制造的筒体或筒体段。
传统的卷板机有一对可调辊,可根据钢板厚度进行调整,第三个辊,即弯曲辊,控制成型筒体的直径。还有一种这种机器的变型,采用的也是三个辊,辊的配置是宝塔形。底辊为传动辊,顶辊是通过顶辊和工件间所产生的摩擦进行旋转的。底辊直径常为顶辊直径的一半。
采用上述两种设备所生产的筒体的最小直径为顶辊直径加50mm,所生产的筒体最大直径取决于来料的尺寸、机器及成型件的刚性,在特殊情况下还需要用外部支架来对筒体进行支撑。
|
